Cnc-lathe-tools-list-for,making-shaker-cabinet-doors-with-a-router-location,hand-carved-furniture-co-limited-inc - Plans On 2021

CNC Lathe Tooling. Product Documentation. High Performance Tooling Solutions Tooling Solutions Supplemental. Chat with us , powered by LiveChat. New Baby Chuck. Request a Quote. Smart Damper Boring Bar. CKB Cylindrical Shank. SW Rough Boring Heads. There are coolant powered ones and simple spring-loaded bar pullers. Many machinists prefer the latter for their simplicity, low cost, and many argue they grip better once adjusted correctly.
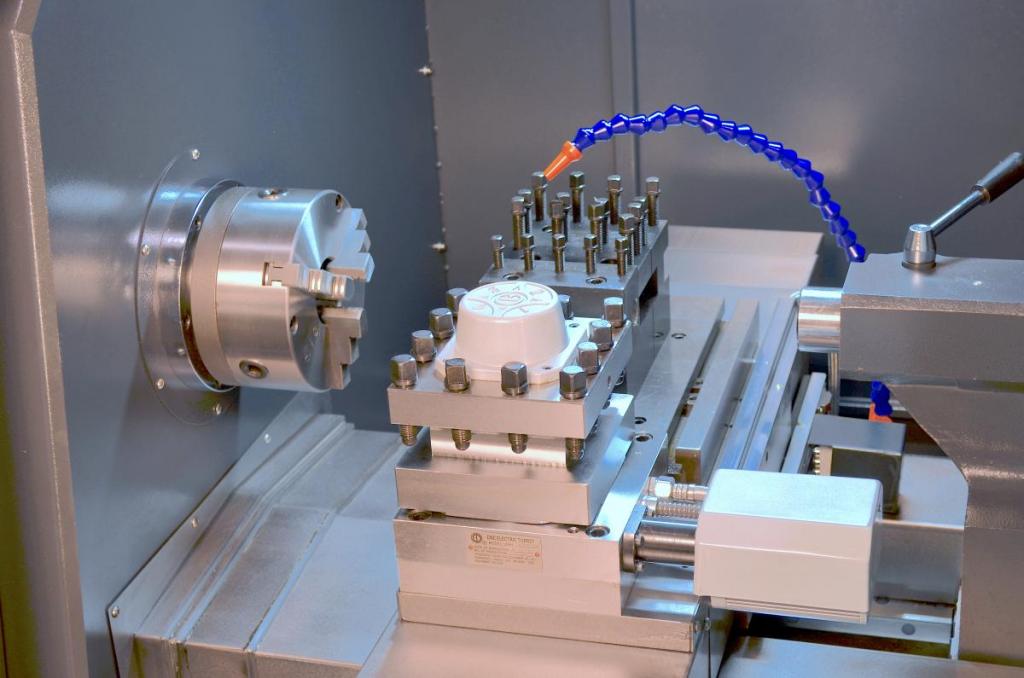
We saw the Royal version that has a built in Cut-Off Blade above, but here is the plain version:. The darned things love to run into whatever they can—your workpiece, spinning chuck jaws of doom, headstock casting, enclosure walls, you name it and they will find a way to crash. Two long and skinny ID tools adjacent to each other will want to cause a collision.
Imagine a boring bar and a twist drill of equal length putting a bore in a part that extends inside the chuck. My own lathe has a neat setup. Spot Drill or Center Drill. Collet Chuck for Twist Drills and such.
With two I can have a Twist Drill and Tap, for example. And how about that nifty Insertable Drill? Does your lathe support live tooling? Oh my, still more tool stations needed and not all of them can run live tooling. Turrets are tough, especially smaller turrets. Some sneakiness is possible. You can do some Turning with a Boring Bar. Many Indexable Drills can be used for boring, depending on their inserts. I can easily see 8 Turret Stations, 2 or 3 Gang Stations, plus the QCTP and there is flexibility to get tools further apart to relieve clearance issues.
There are combination tools of various kinds out there that are worth taking a look at. Another approach is to put multiple tools in each turret position. This essentially combines gang tooling with a turret. These combination approaches can put a lot of tools into a relatively small space:.
Even just doubling tools at one or more stations may make the difference for you in getting enough Tooling Stations for your job…. Which tools stay in there the most and what makes them special? Get our latest blog posts delivered straight to your email inbox once a week for free. Home Learn Blog.
Back to Homepage. Shop All Our Products. If you have one available, reserve on tool station for a boring bar. Precision holes are often finished with a boring tool. Boring bar tools are mounted parallel to the machine spindle.
They require a hole in the part large enough to allow the bar to safely enter and exit the bore. Tapped holes at the center of part, up to about one inch diameter, can be made using a form or cutting tap, just like on a mill. Larger ID threads and all ID threads use a thread insert. Thread tools are set to the tip of the thread point in Z and X. Z is set by touching off on the edge of the part, and then taking into account the distance from this edge to the tip of the thread point, a distance included in the insert documentation.
Often a thread gage is used to check threads, and the X-offset for the thread tool adjusted to achieve the proper size and fit Thread Class.
Once the part is finished, it is usually parted, or cut off from the stock. A cutoff tool is a special kind of groove tool that is designed to take deeper cuts. Cutoff tools are classified in part by their width and maximum cutting depth. The blade shape of the cutoff tool allows it to cut deeper into the material than a groove tool. This shape does limit the side forces the tool can withstand.

|
Kreg-foreman-pocket-hole-70 Setting-up-wood-workshop-queue Used-portable-bench-vise-for-sale-50 Straight-router-bit-with-bearing-question |

tolik
04.02.2021 at 21:47:36
TELOXRANITEL
04.02.2021 at 21:16:33
itirilmish_sevgi
04.02.2021 at 11:39:39